
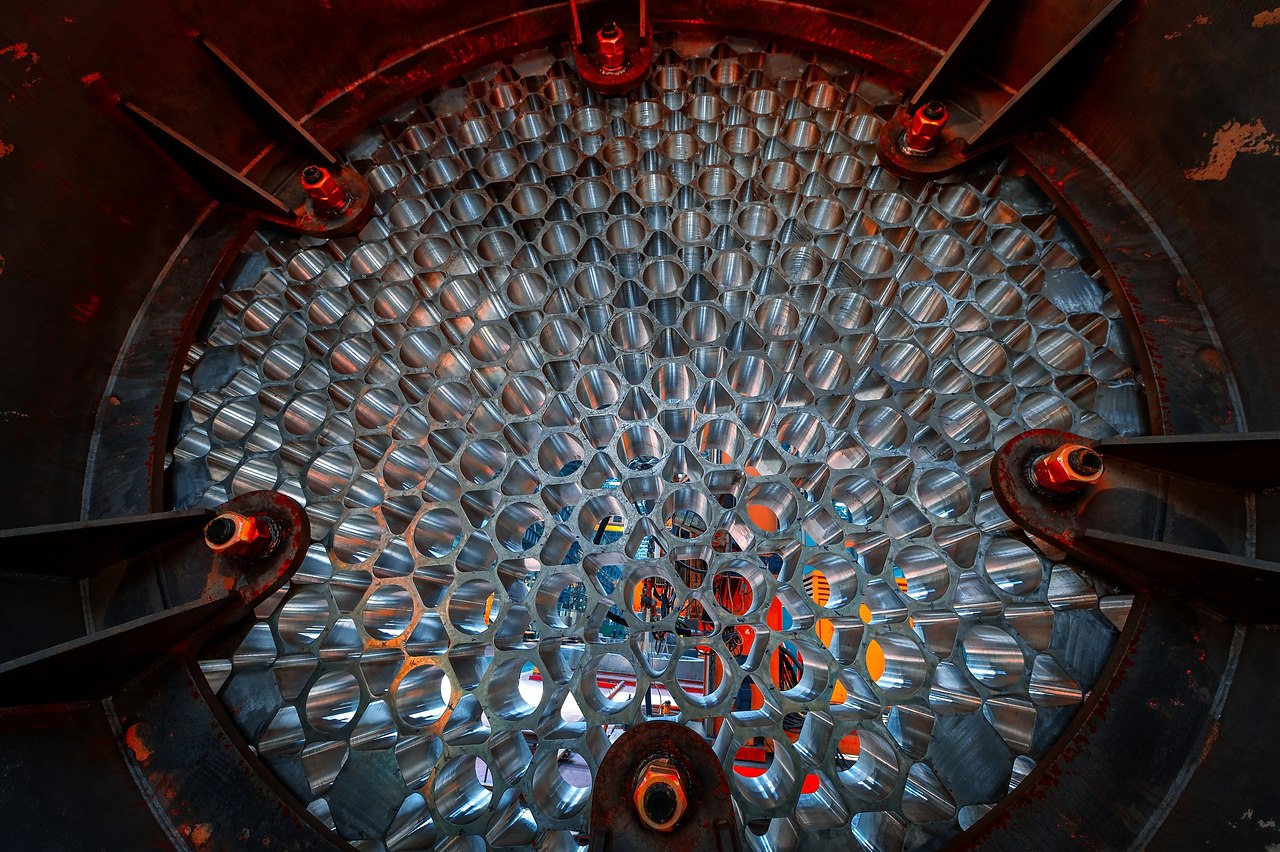
Завод “Атоммаш” в Волгодонске продемонстрировал рекордную производительность в 2023 году. Он отгрузил 5 реакторов и 18 парогенераторов, превысив свой предыдущий результат. Такую производительность отечественное атомное производство не демонстрировало даже в советские годы.
Эти изделия поставляются атомным станциям Китая, Индии, России и Турции, подтверждая статус Росатома как мирового лидера в производстве оборудования для атомной энергетики.
Отгрузка реактора для АЭС «Аккую» состоялась 25 сентября на производственной площадке Росатома в г. Волгодонске, общий вес оборудования, отправленного комбинированным способом: автомобильным и водным транспортом, составил — 320 тонн.
Качество и безопасность являются приоритетом на каждом этапе производства. Сквозной контроль качества осуществляется с момента начала производства металлургической заготовки до отгрузки готового изделия заказчику.
Все кованые заготовки проходят входной контроль, включая ультразвуковой основного металла в объеме 100%. Каждое сварное соединение подвергается нескольким видам неразрушающих контролей, включая цветную дефектоскопию, а все кольцевые швы реактора проходят рентгенконтроль.
После каждой операции, влияющей на структурные преобразования в металле, проводится ряд испытаний на подтверждение соответствия механических свойств нормативным требованиям.
Здесь выдают
ставки
ставки
Поделитесь записью с друзьями






Посмотреть ещё 6 фотографий
Цитаты Фаины Раневской

Посмотреть ещё 6 фотографий
Необычные подходы к оформлению стен

Посмотреть ещё 5 фотографий
Идеи декора новогодних шариков.
Знакомства Делятин для брака бесплатно
Знакомства Делятин с мужчинами с номерами телефонов без регистрации
Знакомства Делятин с женщинами кому за 30 без регистрации бесплатно
Знакомства Делятин с номерами телефонов бесплатно
Сайт знакомств для секса Делятин без регистрации
Знакомства онлайн Делятин бесплатно
Знакомства Делятин с телефонами и фото
© 2008‒2025 Социально‐развлекательная сеть «Фотострана». Пользователей: 24 354 824 человека
ООО «Фотострана» ОГРН: 1157847426076 ИНН: 7813238556
Адрес: 197046, РФ, г. Санкт-Петербург, муниципальный округ Посадский вн. тер. г., Певческий пер., д. 12, литера А, пом. 3-Н, ч. пом. 3
Email: support@fotostrana.ru
Основной ОКВЭД - 63.11.1 Деятельность по созданию и использованию баз данных и информационных ресурсов
Виды деятельности в соответствии с перечнем видов деятельности в области информационных технологий, утвержденным приказом Минцифры РФ от 11 мая 2023 г. № 449 - 1.01. и 2.0
Информация об используемых языках программирования, наименованиях фреймворков, программного обеспечения:
Языки: PHP, C++, С, Python, Go, JavaScript, TypeScript, Java, Kotlin, Swift
Фреймворки: Slim, Vue.js, React
Информация о реализуемом (разрабатываемом) программном обеспечении и о стоимости прав на неактивированные данные и команды через виртуальные ценности Фотомани доступна здесь и здесь
Информация, позволяющая идентифицировать программы для электронных вычислительных машин и баз данных, включенной в единый реестр российских программ для электронных вычислительных машин и баз данных (далее – реестр) в реестре, а также способы предоставления прав использования такой программы размещена здесь
Следующая запись: Это так атмосферно выглядит
Лучшие публикации